

Технологический процесс СТР (сварка трамвайных рельсов)
Процесс СТР применяется для термитной сварки трамвайных (желобчатых) рельсов. Общая последовательность и состав технологических операций данного процесса идентичны технологическому процессу СкФ сварки железнодорожных рельсов за исключением следующих особенностей:
- Предварительный подогрев концов рельсов более длительный, производится до температуры около 1000 °С, контролируется визуально по цвету нагретого металла рельсов и составляет в среднем 7-8 минут;
- Шлифовка стыка проводится не только по поверхности катания головки, но и в желобе;
- Часть оборудования и технологической оснастки – оригинальные, отличные от аналогичных для процесса СЖД;
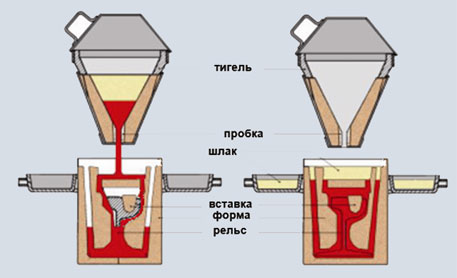
- Литейные огнеупорные формы для сварки могут состоять как из двух частей (наиболее часто применяются), так и из трех частей (для сварки рельсов в ограниченном пространстве – например на стрелках, в пути на железобетонном основании, переходные участки и т.п. варианты). В комплект форм входит специальная вставка в желоб рельса.
Дополнительные возможности технологии СТР:
- возможность выполнять сварку с увеличенным до 75 мм зазором при ремонте пути или стрелочных переводов;
- в отдельных случаях при необходимости процесс СТР позволяет проводить соединение желобчатых рельсов с железнодорожными типа Р65 и Р50. При этом используется специальный комплект переходных огнеупорных форм, а технологический процесс дополняется операциями по обрезке и подготовке конца желобчатого рельса (см. рисунок);
